河南龙跃机械设备有限公司
主营产品:塑料机械
13837165191
河南龙跃机械设备有限公司
主营产品:塑料机械





2024年01月06日 10:22
品牌 |
龙跃 |
产品名称 |
塑料管材设备 |
产品用途 |
回收塑料 |
型号 |
65 |
管径范围 |
16-50 |
挤出能力 |
500 |
可生产管材类型 |
PE管,PP管,PVC管 |
规格 |
标准 |
温度 |
自动数据温控系统 |
加热方式 |
电磁感应系统 |
冷却 |
水冷 |
成型 |
内压 |
售后服务 |
技术员上门一对一包教会 |







塑料管材生产线的日常检修内容之一,就是检查生产线内的电缆线。生产线是以电能为主要能源进行运转的,设备内部免不了会出现各种电缆线,如果电缆线出现松动或绝缘皮破损等情况,不仅会影响生产效率,还会造成安全问题,因而使用单位要进场进行检修,及时紧固松动的电缆线,处理好破损的电缆线绝缘皮。内部零部件的检修是塑料管材生产线日常检修内容之二,因为各部门零部件之间在运转中难免会出现摩擦,时间长了,零部件磨损严重,生产效率同样会被降低。因此,使用单位需要及时更换磨损严重的零部件,并在会产生磨损的部位滴入润滑油,这样就可以减少摩擦,延长零部件的使用寿命。
塑料管材设备在生产管材上的工艺过程,与温度控制在管材生产上的影响。
塑料管材设备之工艺过程:自动上料 → 原料熔融挤出管坯成型 → 真空定径 → 水浴或喷淋冷却 → 在线壁厚和直径检测 → 在线标识打印 → 带状或履带牵引 → 管材切割 → 成管卷取或堆放 → 成品质量检测 → 包装。塑料管材设备之温度控制:原料供应商提供的加工指南中提到:熔体温度250℃;挤出机温度设定:180 - 230℃。另有资料报道,由于温度过高会引起PE-RT熔体强度的明显降低进而影响其成型的稳定性,故PE-RT的熔体温度一般应控制在190℃左右,且温度控制精度应不超过±1℃。
如果生产出来的管材存在表面不平情况,可能是因为牵引速度过快,因为过快的牵引速度会导致挤出速度不一致,造成型坯拉伸比过大的情况,冷却后的管材就会出现表面不平。对于这种情况,我们需要调整塑料管材设备的牵引速度,使之与挤出速度相一致。另一个原因是真空度不够,定型模控制管材的形状和尺寸,管材离开模头后会出现变形,进入定型模后受到真空吸附力的作用而与定型模温和。但如果塑料管材设备的真空度不够,物料与型腔没有完全吻合,就会出现表面不平情况。这时需要检查密封性,疏通气道,提高真空度。
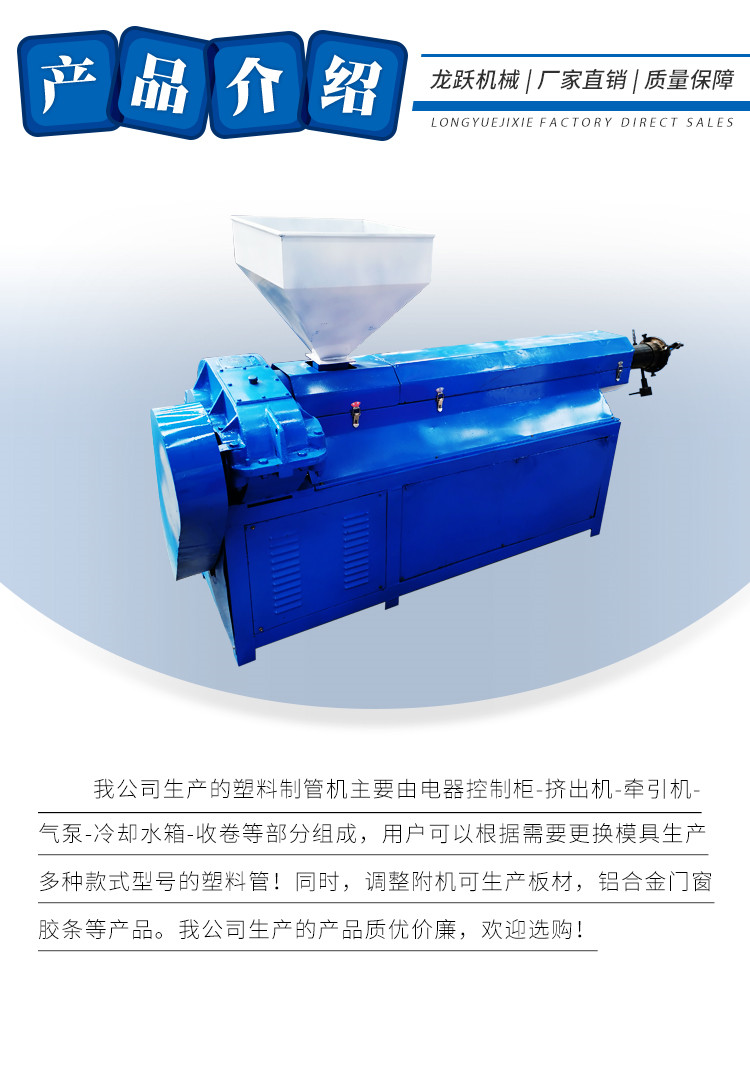
塑料管材设备主要包括控制系统、挤出机、定型冷却系统、牵引机、切割设备和翻料架等部分,而且在每一个管的生产线上都拥有两个螺杆挤出设备,使用起来非常方便顺手。其中一种膨化机采用电力传输衬套和的螺丝,另一个较小的则是挤压机挤出标志线。
而塑料管材的生产线失败则会直接导致生产出的管材产品表面粗糙、内部也会发生抖动现象,更不会出现真空现象,因此只有及时消除塑料管材设备出现的故障才可以从根源上提高产品的质量。其中塑料管材生产主要包含PE管材设备和PVC管材设备两大类,PE管材设备结构特别、自动化程度高、易操作、可连续生产、性能稳定可靠。而塑料管材生产线生产管道需要保证有适度刚性和强度,而且柔韧性要好,还需要很强的耐抗蠕变性、环境应力开裂性能和较好的热满足性能。
联系方式