深圳市溢晟塑胶模具制品有限公司
主营产品:机械五金加工
18312477477
深圳市溢晟塑胶模具制品有限公司
主营产品:机械五金加工





2024年01月12日 12:31
模具材质 |
其他 |
模具设计软件 |
其他 |
模具性能 |
其他 |
模具类型 |
其他 |
报价方式 |
按实际订单报价为准 |
产品编号 |
5643131 |
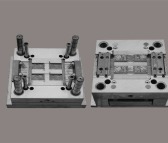
塑胶模具加工注塑外壳成型时生产缓慢原因

(1)塑料温度、模具温度高,造成冷却时间长。
(2)熔胶时间长。应降低背压压力,减少二次利用材料防止架空,送料段冷却要充分。
(3)机台的动作慢。可从油路与电路调节使之适当加快。
(4)模具的设计要方便脱模,尽量设计成全自动操作。
(5)制作壁厚过大,造成冷却时间过长。
(6)喷嘴流涎,妨碍正常生产。应采用自锁式射嘴,或降低射嘴温度。
(7)料筒供热量不足。应换用塑化容量大的机台或加强对料的预热。

为什么说注塑加工会失败
一点原因:溶蚀失效
常用的注塑加工合金种类有很多,它们与模具材料也都有比较好的亲和力。当模具硬度比较高的时候,它的抗蚀性就会比较好,但如果成型表面有软点,那么就会对抗蚀性不利。
第二点原因:热疲劳龟裂损坏失效
第三点原因:碎裂失效
在压射力的作用下,模具会在最薄的地方出现裂纹,当晶界存在脆性或者晶粒粗大的时候,都会容易断裂的。而脆性断裂时的裂纹扩展速度很快,这对模具的碎裂失效是很危险的因素。
 模具验收模具外观标准
模具验收模具外观标准
模具外观
1、模具铭牌内容完整,字符清晰,排列整齐。
2、铭牌应固定在模脚上靠近模板和基准角的地方。铭牌固定可靠、不易剥落。
3、冷却水嘴应选用塑料块插水嘴,顾客另有要求的按要求。
4、冷却水嘴不应伸出模架表面
5、冷却水嘴需加工沉孔,沉孔直径为25mm、30mm、35mm三种规格,孔口倒角,倒角应一致
6、冷却水嘴应有进出标记
7、标记英文字符和数字应大于5
8、位置在水嘴正下方10mm处,字迹应清晰、美观、整齐、间距均匀。
9、模具配件应不影响模具的吊装和存放。安装时下方有外露的油缸、水嘴,预复位机构等,应有支撑腿保护。
10、支撑腿的安装应用螺钉穿过支撑腿固定在模架上,过长的支撑腿可用车加工外螺纹柱子紧固在模架上。
11、模具顶出孔尺寸应符合注塑机要求,除小型模具外,不能只用一个中心顶出。
12、定位圈应固定可靠,圈直径为100mm、250mm两种,定位圈高出底板10~20mm。顾客另有要求的除外。
13、模具外形尺寸应符合注塑机的要求。
14、安装有方向要求的模具应在前模板或后模板上用箭头标明安装方向,箭头旁应有“UP”字样,箭头和文字均为黄色,字高为50 mm。
15、模架表面不应有凹坑、锈迹、多余的吊环、进出水汽、油孔等以及影响外观的缺陷。
16、模具应便于吊装、运输,吊装时不得拆卸模具零部件,吊环不得与水嘴、油缸、预复位杆等干涉。

联系方式