郑州华菱超硬材料有限公司
主营产品:金刚石工具
13213164025
郑州华菱超硬材料有限公司
主营产品:金刚石工具


2024年01月06日 11:13
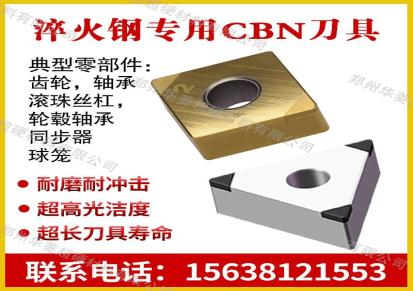
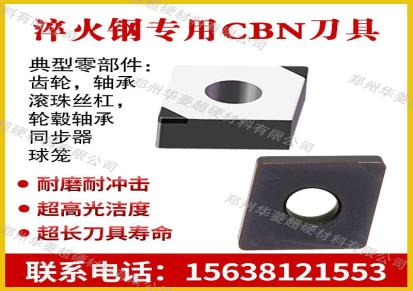
刀具性能 |
耐冲击强 ,耐撞,抗崩,高硬度, 耐磨损 |
刀具材质 |
BN-H10 (连续加工) ,BN-H21 (断续加工) |
加工工况 |
连续加工 轻微断续 强断续加工 |
刀具品牌 |
华菱超硬 |
加工参数 |
线速度120m/min-150m/min ,走刀量Fr=0.10-0.12mm/r 切刀深度ap<0.3mm |
是否添加冷却液 |
干式切削(推荐),湿切也可 |
工件材料 |
淬火钢 |
工件硬度 |
HRC50-62 |
零件名称 |
齿轮、滚珠丝杠、轴承 、齿套、滑套等 |
加工部位 |
内孔 端面 外圆 |
加工方式 |
车削加工 铣削加工 |
加工工序 |
精车 半精车 |
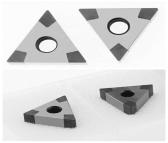
刀片类型 |
机夹刀片 |
刀片型号 |
WNGA0804 CNGA1204 TNGA1604 CCGW09T304 DCGW11T304 CCGW1204 |
是否涂层 |
否 |
是否进口 |
否 |
适用机床 |
数控车床 普车 立车等 |
加工范围 |
外圆端面 内孔 |
规格 |
规格齐全 |
是否跨境货源 |
是 |
质量保证,过硬。是加工高硬度淬火件的刀具。如有需要,欢迎致电华菱超硬:高林我们将以规范化的流程响应,专业专注“量体裁衣”式服务,为客户创造的价值超越契约淬火硬钢HRC58-62精车氮化硼刀具/CBN刀片耐磨车刀 华菱技术部提供技术原创文献,欢迎转载,盗取必究如遇到硬度hrc50以上钢件 欢迎咨询华菱技术部:
淬火钢在加工时有以下特点: (1)硬度高、强度高,几乎没有塑性:这是淬火钢的主要加工削特点。当淬火钢的硬度达到HRC50~60时,属于难加工的材料。 (2)切削力大、切削温度高:为了改善切削条件,增大散热面积,刀具选择较小的主偏角和副偏角。这时会引起振动,要求要有较好的工艺系统刚性。 (3)不易产生积屑瘤:淬火钢的硬度高、脆性大,车削加工易产生积屑瘤,被加工表面可以获得较低的表面粗糙度。 (4)刀刃易崩碎、磨损:由于淬火钢的脆性大,车加工屑与刀刃接触短,切削力和切削热集中在刀具刃口附近,易使刀刃崩碎和磨损。 (5)导热系数低:一般淬火钢的导热系数为7.12 W/(mK),约为45号钢的1/7。由于淬火钢的导热系数低,切削热很难通过切屑带走,加快了刀具磨损。以淬火钢为例 :齿轮材质:20crmnti渗碳淬火表面硬度:HRC58-62加工部位:内孔 孔径34加工工况:油槽 断续加工刀片材质:BN-H21常用刀片型号:CCGW09T304-2S切削参数:线速度Vc=150m/min 走刀量fr=0.10mm/r,切刀深度ap=0.20mm加工寿命:3.5h/刃口加工部位:端面加工工况:小孔 断续加工刀片材质:BN-H21刀片型号:WNGA080404-3S切削参数:线速度Vc=150m/min 走刀量fr=0.12mm/r,切刀深度ap=0.30mm
郑州华菱超硬材料有限公司:高硬度材料硬车削难题解决专家。我们将以规范化的流程响应,专业专注“量体裁衣”式服务,为客户创造的价值超越契约。硬车削高硬度淬火件,华菱超硬有三种牌号的立方氮化硼刀具可选择。华菱超硬刀具让您轻松应对硬车削高硬度淬火件的难题。华菱超硬超硬耐磨刀具以良好的使用性能,一直受淬火钢厂家的青睐。它能满足高速切削淬火钢的硬车削要求。三种牌号的立方氮化硼刀具专门用于高速切削淬火钢,满足您的各种切削需求,高速高精度切削淬硬钢已经成为现实。。 华菱技术部提供技术原创文献,欢迎转载,盗取必究


联系方式