济南澜东商贸有限公司
主营产品:
济南澜东商贸有限公司
主营产品:
2023年08月29日 10:41
是否库存 |
是 |
是否批发 |
是 |
品牌 |
澜东商贸 |
型号 |
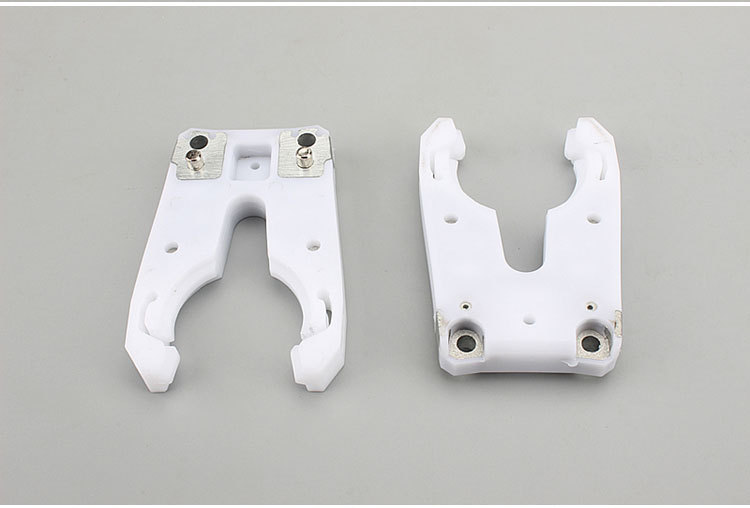
ISO-30,BT40,BT30,HSK63F |
换刀片方式 |
推杆式 |


1、压克力切割加工,推荐使用单刃螺旋铣刀,特点是加工时无烟无味,速度快,效率高,不粘屑,
真正环保,其特殊的制造工艺保证加工压克力不爆口,极细刀纹(甚至无刀纹),表面光洁平整。
2、加工表面需达到磨砂效果,推荐使用双刃三刃螺旋铣刀。
3、密度板切割加工,推荐使用双刃大排屑螺旋铣刀,它具有两条高容量的排屑槽,双刃设计:既具有
很好的排屑功能,又达到很好的刀具平衡,在加工中高密度板时,不发黑,不帽烟,使用寿命长等特点
4、铝板切割加工,推荐使用单刃专用铝用铣刀。加工过程中不粘刀,速度快,效率高。
5、软木,密度板,原生木,PvC,压克力大型深浮雕加工,推荐使用球头铣刀。
6、上下面无毛刺切割加工,推荐使用单刃,双刃上下切铣刀。
7、金属雕刻加工,推荐使用单刃,双刃直槽平底尖刀。
8、3D雕刻刀,同心度高,刃口锋利,可做精密3D雕刻加工。
9、多层,夹板加工,推荐使用双刃直槽铣刀。
10、金属模具加工铣刀,推荐使用进口材质钨钢铣刀

1.精细文字图案雕刻时应选用小角度、小刀尖刀具,大文字图案雕刻时在不影响精度要求的情况下尽量选
用大角度、大刀尖,雕刻刀加工路径设计时,尽量选用刀具角度和刀尖化以提高雕刻效率。雕刻材
质较硬材质角度应大,刀尖宜大。
2.小功率的主轴电机(夹具较小的)宜选用小柄刀剪走刀速度不应太快,在高速铣削中保持最小的阻力,获得
切割效果,大功率电机可以选用大柄径刀具来提高雕刻速度。
3.刀具刃长的选择应是,在加工板材厚度上加2—3MM为最合适的刀具刃长。切割压克力电机转速在
18000—24000转/分,刀具刃长过长不宜用来加工较硬材质。




联系方式


