郑州华晨机电设备有限公司
主营产品:机床
18239972783
郑州华晨机电设备有限公司
主营产品:机床





2024年03月12日 08:38
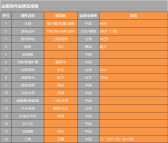
品牌 |
华敏 |
优势 |
寿命长吃刀量大 |
刀具类型 |
车削刀头 |
结构 |
机夹可转位数控刀片 |
材质 |
聚晶立方氮化硼 |
切深 |
0-9mm |
转速 |
40-300m/min |
产地 |
郑州 |
加工范围 |
灰铁200,高硬度铸铁,铸钢 |
运输 |
快递 |
是否涂层 |
可加涂层 |
粗加工刹车鼓制动鼓毛坯刀片 不崩刀效率高 华敏氮化硼刀头 华敏超硬CBN刀片CY3牌号属于整体聚晶CBN刀片,适合粗加工工序,HJ30牌号属于焊接式CBN刀片,适合精加工工序。由于工序不同,加工余量不同,选择的刀具牌号也不同,下面就针对制动鼓简单介绍一下华敏超硬CBN刀片的方案。
华敏超硬针对制动鼓研制出两款刀具牌号,分别是CY3牌号和HJ30牌号,针对不同工序选择合适的刀具牌号。下面就针对制动鼓不同工序,选择合适的华敏超硬CBN刀片。
三、针对不同工序选择合适的华敏超硬CBN刀片牌号
(1)粗加工工序:余量一般在3mm左右,选择华敏超硬CBN刀片CY3牌号,此牌号采用非金属(陶瓷)作为粘合剂,与传统CBN刀片相比增加了韧性,不仅高硬度高强度,而且具有良好的耐磨性和抗冲击性,可大余量车削制动鼓,制动鼓余量3mm可一刀完成。下图为华敏超硬CBN刀片CY3牌号车加工制动鼓图片。
切削参数:ap=1-10mm,Fr=0.2-1mm/r,Vc=200-800m/min。加工效果:华敏超硬CBN刀片CY3牌号的单刃寿命是涂层硬质合金刀具的15倍。
(2)半精加工:余量0.5mm之内,有两种选择方案:①是选择CY3牌号,一刀完成;②是选择HJ30牌号两刀完成。建议使用CY3牌号,节约加工时间。切削参数:ap≤1mm,Fr=0.05-0.3mm/r,Vc=300-1500m/min。 (3)精加工:余量0.3mm之内,选择华敏超硬CBN刀片HJ30牌号较经济,可保证制动面的光洁度和止口的光洁度和尺寸公差。下图为华敏超硬CBN刀片HJ30牌号车加工制动面和止口后的光洁度图片。

切削参数:ap≤1mm,Fr=0.05-0.3mm/r,Vc=300-1500m/min。加工效果:华敏超硬CBN刀片HJ30牌号的光洁度保证在Ra1.0之内,单刃寿命是其他厂PCBN刀具的1-2倍。
(4)粗加工,半精加工和精加工选择一种刀具-CY3牌号:以上都是不同工序选择不同的刀具,还可以粗加工,半精加工和精加工选择同一种刀具CY3牌号,减少不必要的换刀时间,节约时间,降低加工成本,而且保证制动鼓的表面光洁度。


 查看详情
查看详情
 查看详情
查看详情
联系方式