郑州华晨机电设备有限公司
主营产品:机床
18239972783
郑州华晨机电设备有限公司
主营产品:机床





2024年02月28日 15:44
品牌 |
华敏 |
优势 |
寿命长吃刀量大 |
刀具类型 |
车削刀头 |
结构 |
机夹可转位数控刀片 |
材质 |
聚晶立方氮化硼 |
切深 |
0-9mm |
转速 |
40-300m/min |
产地 |
郑州 |
加工范围 |
淬火钢HRC45-68硬度轴承 |
运输 |
快递 |
是否涂层 |
可加涂层 |
华敏HJ63牌号刀具高效硬车的切削刀具硬钢通常指淬火后具有马氏体组织,其硬度一般在HRC45-68的工件材料。其特点是:1)硬度高、塑性变形差,单位切削阻力大。2)导热率低。3)不易产生积屑瘤,4)刀刃易崩碎、磨损。针对淬硬钢的特点以及硬车过程中的加工特点,华敏研发部门研发了HJ63牌号刀具材料。金属结合剂 HJ60牌号 CBN刀具,在具备高硬度的同时,耐磨性和抗冲击韧性兼备,刀具寿命是传统陶瓷刀具的2-3倍以上。表1. 华敏HJ60片刀具材料介绍牌号CBN含量
(Vol%)CBN粒度
(μm)结合剂加工方式被加工材料应用领域HJ60552~5金属精加工
半精加工
硬钢齿轮、风电轴承、滚珠丝杠、传动轴等。 HJ63 牌号CBN刀具,主要用硬钢件的半精加工、精加工工序,主要应用于齿轮、风电轴承、滚珠丝杠、传动轴等领域的硬钢件的高效率断续加工。


表2.齿轮加工案例齿轮加工案例
加工材料:20GrMoTi
硬度:55-62HRC
加工部位:端面
切削液:有切削参数对比V
m/minf
mm/revA p
mm
寿命
件/刃加工质量国外CBN CNGA120404800.080.3200Ra0.8华敏CBN CNGA1204041200.120.3200Ra0.8总结:满足工艺要求并效率提高125%。表3.齿轮加工案例齿轮加工案例
加工材料:20GrMoTi
硬度:58HRC
加工部位:内孔
切削液:无切削参数对比V
m/minf
mm/revA p
mm效率寿命
件/刃加工质量国外陶瓷 CNGA1204081500.080.5160Ra1.2华敏CBN CNGA1204081500.080.51140Ra0.8总结:寿命是国外品牌的2.3倍,光洁度提升。
华敏CBN刀具的加工材质 (1)高硬度铸铁 如高铬铸铁、合金铸铁、镍硬铸铁、白口铸铁均属于高硬度铸铁,典型零部件有轧辊、工业泵等。针对高硬度铸铁常用CY1系列材质,优势显著。可拉荒粗车有夹砂、气孔的铸件毛坯。 (2)高硬度钢件(硬度HRC45以上) 如高锰钢、高速钢、淬火钢,高频淬火钢,工具钢,轴承钢等,典型零部件包括轧臼壁、高速钢轧辊、淬硬齿轮/齿轮轴、轴承、滚珠丝杠、模具等。使用CY1/CY6和HJ6系列材质cbn刀具效果明显。【刀片的韧性和耐磨性能优异;单边背吃刀量ap可达7.5mm,可加工HRC45-HRC79之间的高硬度钢件】 (3)普通灰铸铁(HT等) 如发动机缸体/缸盖、刹车盘、制动鼓、皮带轮、离合器压盘等均属于灰铸铁件。使用CY3和HJ3材质的系列刀具。加工速度高,效率高,有效节约成本。 (4)其他难加工材料 如粉末冶金、高温合金材料,及镍基、铁基、钴基等高硬度堆焊/喷焊/激光熔覆/热喷涂材料工件。使用HJ8牌号的cbn刀具。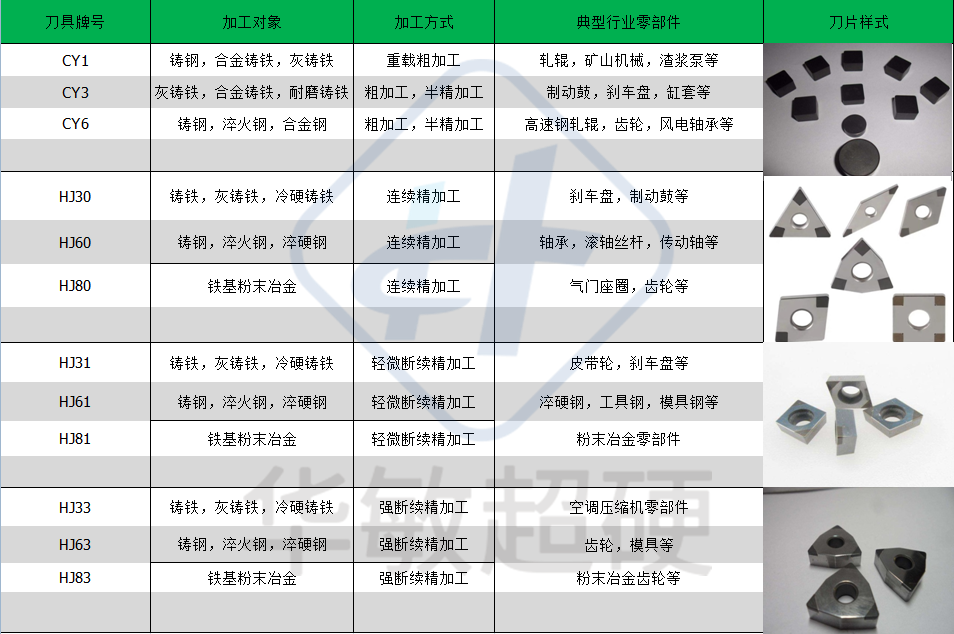





 查看详情
查看详情
 查看详情
查看详情
联系方式