河北满达焊接设备有限公司
主营产品:焊接材料与附件
13292067798
河北满达焊接设备有限公司
主营产品:焊接材料与附件


2024年02月26日 09:40
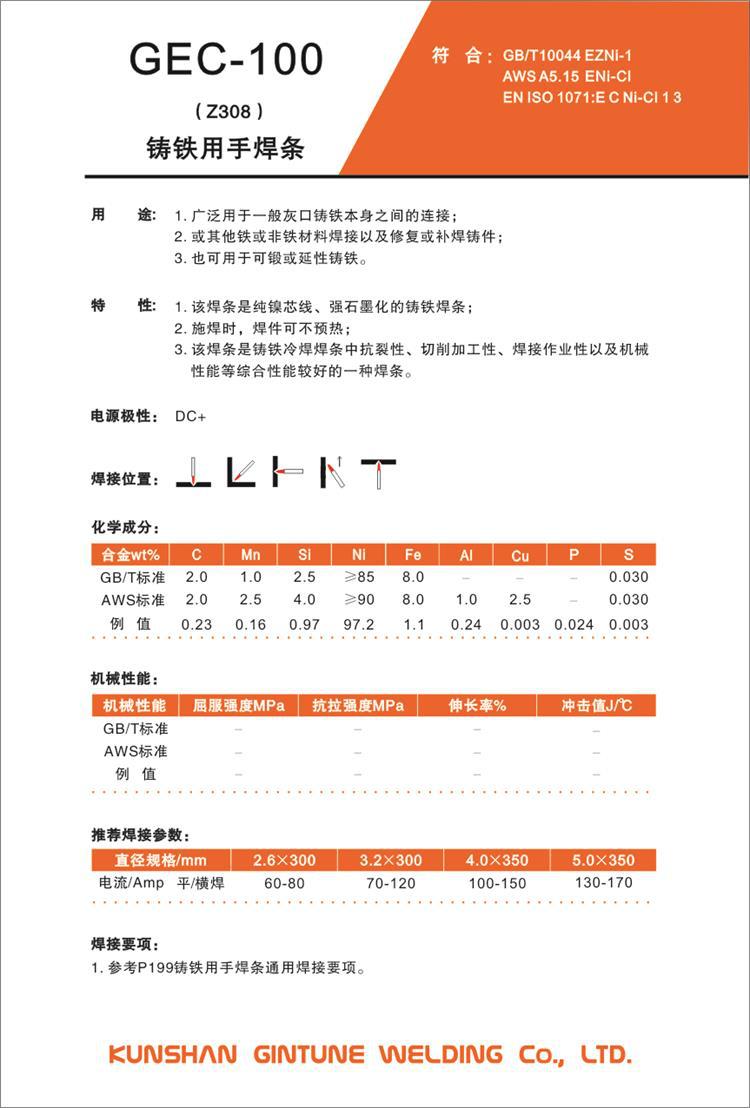
品牌 |
京雷 |
材质 |
镍 |
类型 |
铸铁焊条回收 |
型号 |
焊条回收 |
回收类型 |
酸性焊条 |
直径 |
2.5 3.2 4.0 |
长度 |
350 |
焊接电流 |
70-110 |
熔点 |
800-950 |
适用范围 |
用于机械设备焊接 |
本公司面向全国范围回收:回收各种工程剩余电焊条焊、回收各种库存积压品电焊条焊丝、回收各种不锈钢焊条焊丝、回收各种过期报废处理电焊条焊丝


3.2.2基层的焊接控制要点焊接覆材一侧的基层时,为了防止过大的焊接热输入对不锈钢覆材金属的影响,应控制其焊接热输入小于28kJ/cm,当基层焊接至如图6所示的离复合界面1.5~2.5mm时停止焊接,待冷却到100℃以下时,再用手砂轮将坡口内的飞溅、熔渣等清理干净,以利过渡层的焊接。覆材一侧的基层焊接完成后,进行其背面的碳弧气刨清根和焊接,完成整个基材的焊接工作。3.2.3过渡层的焊接控制要点基层全部焊接完成后,即开始过渡层的焊接,过渡层焊接时,按照其焊接作业指导书规定的范围尽量选用较小直径的焊条及较小的焊接线能量(小于20kJ/cm),过渡层应超出复合界面0.5~1.5mm,厚度宜为2~4mm,过渡焊缝应同时熔合基层焊缝、基材与覆材复合界面,且应盖住基层焊缝和复合界面。焊接时,注意要控制层间温度在100℃以下,并按照如图7所示的一层多道的焊道排列形式进行焊接,即先在坡口的两侧各堆焊一道焊道,然后再进行其他焊道的焊接,焊完后用手砂轮磨平,以利覆层(盖面层)的焊接。3.2.4覆层的焊接控制要点过渡层焊接完成24小时后进行RT(射线)、UT(超声)检测,检测合格后再进行覆层的焊接。覆层焊接时,也应按照其焊接作业指导书规定的范围选用较小的焊接线能量(小于20kJ/cm), 同时控制道间温度在100℃以下。施焊时应采取如图8所示的多道焊接完成,焊接速度在能保证熔合良好的前提下宜快不宜慢,为防止咬边等缺陷, 焊条可作划圈式运动,焊缝余高应不大于1.5mm, 接头部位超高部分应磨去,填满弧坑,并应使覆层焊接成形(即盖面焊)良好,圆滑过渡。
联系方式