河北建合管道装备有限公司
主营产品:管材
17733277658
河北建合管道装备有限公司
主营产品:管材





2024年02月16日 15:58
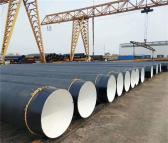
规格 |
460*460 |
材质 |
Q235B Q345B |
加工服务 |
深加工 |
质量等级 |
AAA |
计重方式 |
过磅 |
配送服务 |
可配送到安装地 |
是否进口 |
否 |
用途范围 |
建筑工程打桩地铁 |
产品表面描述 |
光滑无锈 |
执行标准 |
国标 |
货物销售类型 |
现货 |
链接方式 |
焊接 |
承压力 |
强 |
发货期限 |
3天内 |
镀锌 |
可镀锌 |
长度 |
可按需定制 |






沧州建合管道设备有限公司位于河北省沧州市盐山工业园区,地处山广、京福公路交汇处。北依京津、南瞻齐鲁、东靠黄骅大港、西接京沪高速公路,交通十分便利。
(1)主材要求:
①角钢:4L160X14,Q235B钢。
②钢板: 由于本工程采用430×300×12缀板, 如在现场采用氧割成片会造成缀板边角翘曲、凹凸不平,影响缀板与角钢的焊接质量。因此钢板进场前按照图纸设计尺寸及数量要求钢板厂家用机械冲切成片,保证缀板边角顺直。
(2)为确保格构柱尺寸准确,焊缝饱满,角钢与缀板的定位要准确。首先根据格构柱的加工长度,在首尾和中间铺设垫木,垫木表面水平偏差不超过2mm,然后把2根角钢放置在垫木上,按设计要求尺寸调整摆放好,用100*100方形混凝土垫块及铁楔子初步控制平整度,并用水平尺和卷尺微调后固定好。
(3)采用电弧焊将中间部位一块缀板点焊在角钢上,起初始固定作用,然后采用手动调紧器控制格构柱两端角钢的连接尺寸及方正度(偏差在±1°内),这样通过“首”、“中”、“尾”三块缀板的电焊确保 “半边”格构柱尺寸的准确。
(4)通过三片缀板点焊固定后,开始进行“半边”格构柱剩余缀板的点焊,为避免焊接过程中钢结构受热产生的变形,需对固定后的格构柱仍需要使用卡具及手动调紧器固定。边焊边用钢直尺及扳手校正调整平整度及尺寸,确保缀板与角钢连接紧密、无缝隙,连接位置准确,防止出现偏移或翘曲。
(5)重复以上要求制作好另一半格构件后,将两边格构柱侧向拼装,利用卡具、调紧器、钢直尺、扳手按前述要求控制好格构柱整体平整度(偏差±2mm内)、整体顺直度(偏差±5mm内)、整体设计尺寸(偏差±5mm)以及断面方正度(偏差±1°内)。
(6)待两半格构柱位置调整准确后,同样采用点焊将剩余两面的缀板与角钢采用CO2气体焊接固定。固定过程中应随时对柱身尺寸进行测量调整,确保格构柱尺寸准确。
(7)满焊:为确保满焊过程中钢材受热产生应力造成缀板偏移影响焊接质量,满焊时严禁有一端往另一端施焊,应焊缝厚度为10mm,焊缝饱满,且表面无夹渣、咬边、气孔等,焊缝厚度达到设计要求。
(8)格构柱制作好后应整齐堆放在平整干净场地内,且格构柱端头位置焊接4根直径28mm吊筋(带吊耳),吊筋长度应根据场地标高计算确定;分别与4根角钢端头双面焊接15cm,焊缝质量必须满足要求。
联系方式