武汉可为光电自动化科技股份有限公司
主营产品:电焊、切割设备
18908627158
武汉可为光电自动化科技股份有限公司
主营产品:电焊、切割设备




2024年02月09日 08:56
加工材质 |
不锈钢、铝合金、铜镍合金、钛合金、可伐合金 |
焊接优势 |
无热损伤、无热变形 |
焊接工件重量 |
≤20kg |
焊接工件大小 |
300*250*300mm |
焊接服务范围 |
全国 |
打样周期 |
24小时 |
加工地点 |
全国有办事处 |
焊接方式 |
激光自溶焊 |
总部地址 |
武汉 |
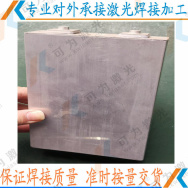
武汉可为承接全国激光焊接加工
焊接材料:合金钢、不锈钢、生铁、铝合金、铍铜、黄铜、钛合金、镍合金等激光焊接加工
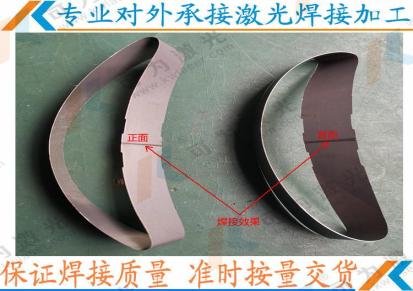
焊接要求:焊接位置和焊接外观,以及焊接强度
焊接工艺:连续自动激光焊接加工
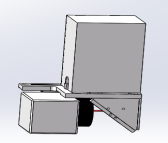
焊接设备:多台四维自动激光焊接机,手持激光焊接设备
打样报价:2个样板之内,免费打样报价格
交期服务:专人跟单,根据订单数量3-5天交货
焊接品质:激光是细微局部融化焊接,焊点小、深宽比大,焊道漂亮,满足了焊接产品外观和强度
武汉可为加工优势:多台自主研发激光焊接机,满足焊接产品品质和产能交期的要求
铝合金激光焊接问题二:易产生气孔和热裂纹
铝合金激光焊接过程中会轻易产生气孔和热裂纹的情况。
对于这个问题,解决方法主要有以下几个方面:
1、在焊接过程中调整激光功率波形,可以减少气孔不稳定塌陷,改变激光束照射的角度以及在焊接中施加磁场作用,也可以让焊接时产生的气孔得到有效控制。
2、在使用YAG激光器时,可以通过调整脉冲波形,控制热输入,以减少结晶裂纹。

金属焊接加工工艺的焊前准备工作:
1、操作者必须取得,才可从事焊接、切割工作;
2、检查图纸是否齐全,认真消化图纸,确定所用焊条、焊接参数和阻焊顺序;
3、检查备料是否齐全,其尺寸是否符合图纸要求;
4、检查焊接场地10米内有无油类及其他易爆物品。临时工地若有此类物品,而又必须再次操作时,应通知安计员到现场检查,采取临时性安全措施,并做好消防准备工作;
5、工作前应检查焊机电源线、引出线及接线点是否良好;电焊机接零(地)线及电焊工作回线不准接到管道和机床设备上,工作回路线和电焊钳把应绝缘良好,机壳接地必须符合安全规定,一切电路应立或隔离。
6、焊工操作必须遵守安全操作规程。

跟企业配套精密焊接加工,激光焊接加工,氩焊接加工,小圆管焊接加工,点焊,密封焊,对接焊。焊接领域模具,精密机械五金小零部件,精密不锈钢小薄件.02mm焊接不变色不变形。有多台精密焊接机。能成批量加工交货快,质量保证。

激光焊接的工作原理
激光焊接是将具有优异的方向性、高亮度、高强度、高单色性、高相干性等特点的激光束辐射至加工工件表面区域内,激光束经过光学系统聚焦后,其激光焦点的功率密度为104-107W/cm2,通过激光与被焊物的相互作用,在短的时间内使被焊处形成一个能高度集中的热源区,热能使被焊物区域熔化后冷却结晶形成牢固的焊点和焊缝。根据所用激光器及其工作方式的不同,常用的激光焊接方式有两种,一种是脉冲激光焊,主要用于单点固定连续和簿件材料的焊接,焊接时形成一个个圆形焊点;另一种为连续激光焊,主要用于大厚件的焊接和切割,焊接过程中形成一条连续焊缝。就一般而论,焊接材料的选择、激光焊接机的选择,加工工作台的选择,是影响激光焊接效果的主要因素。而对于焊接过程中熔化现象能否产生和产生的强弱程度则主要取决于激光作用材料表面的时间、功率密度和峰值功率,控制好上述各参数就可利用激光进行各种不同的焊接加工。激光焊接中,光束焦点位置是关键的控制工艺参数之一,在一定激光功率和焊接速度下,只有焦点处于好位置范围内才能获得大熔深和好的焊缝形状。
与此同时,高浓度汽体使液相金属运动至熔池边缘,在熔池中心形成凹陷。当负离焦时,材料内部功率密度比表面还高,易形成更强的熔化、汽化,使光能向材料更深处传递。所以在实际应用中,当要求熔深较大时,采用负离焦;焊接薄材料时,宜用正离焦。
联系方式